Third, the rubber roller synchronous rolling rolling ratio
Synchronous rolling refers to the non-sliding rolling of the two rollers under gear meshing conditions. The Setz reduction theory suggests that the diameter of the blanket cylinder should be smaller than the plate cylinder diameter and the impression cylinder diameter. However, in the production, how much of the diameter of the three rollers is set, but also based on the rolling ratio of the rubber roller synchronous rolling.
It is generally believed that the lining data has a higher requirement on the synchronous rolling conditions between the plate cylinder and the blanket cylinder because it is directly related to the problems related to the printing quality such as ghosting, plate wear and the like. The paper itself has a certain degree of elasticity, and therefore the requirements for the simultaneous rolling conditions between the impression cylinder and the blanket cylinder are not very strict. In the following, the blanket cylinder is a flexible cylinder, and the plate cylinder is a rigid cylinder. The problem of synchronous rolling of the cylinder is studied.
In order to analyze the rolling state of the elastic roller and the rigid roller, the section of the rubber roller is evenly divided into N unit blocks. The outer arc length of each unit block is S, and the thickness of the rubber layer on the blanket is d, as shown in Figure 5 - 37 shows. The unit block passes from the free radius through the convex zone to the embossing zone, and then passes through the convex zone to reach the free-radius zone and finally returns to its original shape.
In the embossing area of ​​the unit block, if the extension ΔS of the outer arc is not completely the same, it may cause the roller to slip. However, the outer arc of the unit block has a certain amount of elongation in advance in the accelerating area of ​​the convex hull, so the amount of elongation in the embossing area is relatively reduced. In addition, the blanket cylinder is limited by the surface friction of the rigid cylinder (plate cylinder), so even if the cylinder has a slight amount of slip in the embossing zone, the pressure in the center of the embossing zone and its vicinity is the largest. It is impossible to slip between. This area is called sync area.
In the embossing sync area, the extruded block thickness d′ is reduced to d-Δd, and the outer arc length S′ is elongated to S+ΔS. After the blanket cylinder is rolled for one week, it is rolled on the surface of the rigid cylinder. The length is (S+ΔS)·N, and the rolling radius R of the blanket cylinder can be expressed by the following formula:
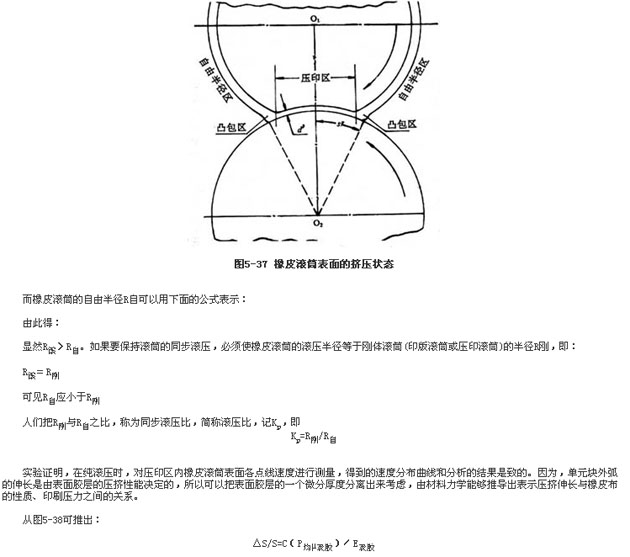
△ S / S = C (P all μ table glue) / E table glue
In the formula, P is the average compressive stress in the synchronous area, μ is the compressive Poisson's ratio of the surface layer, E is the elastic modulus of the surface layer, and C is the correction coefficient.
Rolling ratio Kp can currently only be determined experimentally. The experimental method is to roll a rigid roller of a certain diameter and roll the rubber roller of another diameter at different values ​​of compressibility λ, and simultaneously adjust the thickness of the pad under the blanket until the two rollers rotate synchronously. The ratio of the diameters of the two cylinders is recorded. In the Kp-λ Cartesian coordinate system, the curve K1 with the rigid drum as the active drum, the elastic drum with the driven drum, and the elastic drum with the active drum and the curve K1 with the rigid drum are plotted. The elastic roller is the active roller and the rigid roller is the curve K2 of the driven roller. Then the experimental results are analyzed.
Figure 5-39 shows an ordinary blanket with a very small Kp value. At λ = 0.10mm, the Kp center value is 0.9990, allowing the deviation value ΔK to be 0.0010 (_ΔK|=_K1-K2|î“ ).
From the central value of Kp, it can be seen that R roll/R is from <1, that is, R is from R>R. Assuming that the diameter of the lithographic plate cylinder housing is 150 mm, then:
R self-R plate=150×(1/Kp-1)=0.15(mm)
The positive and negative deviations are:
(150×ΔK)/2=0.075 (mm)
Therefore:
R-R plate = 0.150 ± 0.07 (mm).
Figure 5-40 shows an air-cushioned blanket with a large Kp. When λ = 0.15mm, the central value of Kp is 1.040 and the allowable deviation is △K = 0.0020. From the central value of Kp, we can see that R is just > R from. Assuming that the diameter of the lithographic plate cylinder is 150mm, then:
Figure 5-40 Relationship between Kp and λ of air-cushion blanket
First, the Kp center value of the ordinary blanket, so that R version <R self, the Kp center value of the air-cushion blanket, so that R version> R from this, it can be seen that the blanket lining data of some blanket can never be random Apply to another blanket, so the research package lining is conditional.
Second, the allowable deviation of the ordinary blanket Kp value is small, such as when λ = 0.1mm, △ K = 0.001, R plate and R from the differential change tolerance is only 0.075mm, a small change in the thickness of the lining, Synchronous rolling conditions are destroyed. The air-cushion blanket, after determining the thickness of the lining according to the Kp center value, increase or decrease the thickness of the lining of 0.15mm, and it will not damage the synchronous rolling. This is extremely advantageous for adjusting the length of printed graphics for multi-color lithographic printing presses.
The Kp value is not only related to the performance of the blanket, but also related to the tightness of the blanket. The tightness of the tightness of the blanket on the blanket will cause the thickness of the blanket to change, and change the elastic modulus of the skin and the Poisson's ratio of the extrusion, thus changing the Kp value. Under normal circumstances, the Kp increases with the tightness. Increase, so you need to reduce the blanket lining or increase the plate cylinder lining.
Figure 5-41 shows the thickness of the same blanket at three different degrees of tension. The corresponding three curves δ1, δ2, δ3 indicate the Kp-λ curve when the blanket is stretched to a thickness of 1.830 mm, 1.815 mm, and 1.800 mm, respectively.
Figure 5-41 Relationship between Kp and tightness
From Figure 5-41, if λ=0.10mm, when the blanket is tightened from δ1 to δ3, R is decreased by 0.03mm from the (free radius of the blanket cylinder), but the Kp value is increased from 1.003 to 1.045. . Assuming that the radius of the plate cylinder is 150 mm, in order to maintain simultaneous rolling, the free radius of the blanket cylinder is reduced from 149.55 mm to 149.325 mm, which is 0.225 mm smaller than the original. This example shows that although the increase in the tightness of the blanket makes the blanket thinner, this amount of thinning is far less than sufficient to compensate for the increase in Kp caused by the increased tightening. Therefore, when determining the relationship between Kp and λ, it is necessary to determine the value of the degree of tightening. Some people recommend setting the tightness to about 6.8×105 (Pa).
In summary, the conditions of synchronous rolling mainly depend on the nature of the blanket and the value of λ. Therefore, it should be based on the Kp-λ relationship of a variety of blankets measured at the time of a certain diameter. in accordance with.
Home Bookcase,modern bookcase,luxury bookcase,minimalist bookcase
Foshan Poesy Furniture Co., LTD. , https://www.poesy-furniture.com